全国客服热线:021-6959 7022 5959 0318
上海长征泵阀(集团)有限公司位于中国上海汽车城安亭镇黄渡工业园区,一家以研究生产节能水泵、离心泵等各类多元化水泵产品的外向型老牌水泵厂家。一个水泵品牌的崛起,历经商海锤炼,四十年来,上海长征泵阀从国有到股份制发展到现在,拥有了三个生产基地七个子公司、二十多家控股联合生产实体,占地46680平方米,建筑面积68000平方米,员工800多人。引进了先进数控机床、离心泵加工中心、大型立车、卧式镗床、B等级水泵测试中心、离心泵生产测试设备,大大提高了加工能力、精度和效率,将上海长征泵阀几十年的生产经验与专业技术相结合,为您打造合适的水泵、离心泵流体整合解决方案,逐渐成为拥有一千多种产品涵盖节能水泵、离心泵、循环泵、自吸离心泵、消防泵组成套设备、变频控制设备、直连供暖机组,性能好、价格实惠、质量可靠的节能水泵厂家,数百万台水泵、离心泵已被广泛应用于石油和天燃气、化工、市政、水利、建筑暖通、消防、环保、电力等全球各类知名公司的各类节能水泵、循环水泵应用领域。

沪公网安备 31011402006816号
沪ICP备11032781号






 WTP卧式高效节能水泵
WTP卧式高效节能水泵 WTP工业节能水泵
WTP工业节能水泵 WTP卧式节能泵
WTP卧式节能泵 LTP立式节能循环水泵
LTP立式节能循环水泵 LTP立式高效节能循环水泵
LTP立式高效节能循环水泵 CZNW(S)系列单级双吸水平中开式高效节能循环水泵
CZNW(S)系列单级双吸水平中开式高效节能循环水泵 CZW卧式大流量高低温冷却水热水循环泵
CZW卧式大流量高低温冷却水热水循环泵 CZL立式单级防爆低转速管道离心循环泵
CZL立式单级防爆低转速管道离心循环泵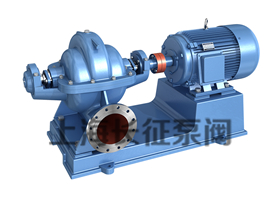 CZOW系列单级双吸水平中开蜗壳式循环水泵离心泵
CZOW系列单级双吸水平中开蜗壳式循环水泵离心泵 PBG型屏蔽式管道离心循环水泵
PBG型屏蔽式管道离心循环水泵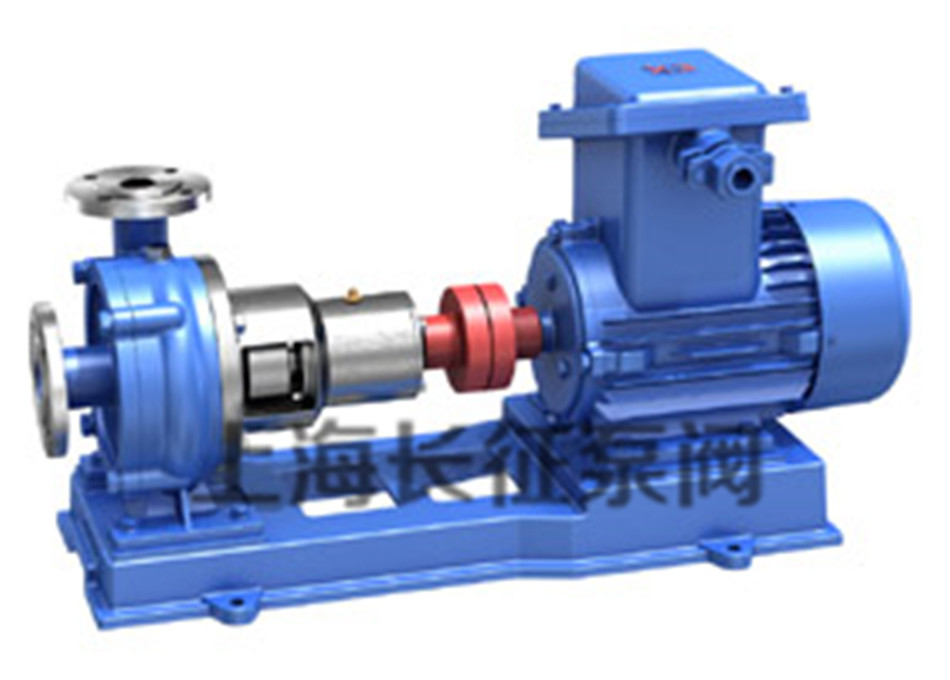 FB1型系列单级单吸全不锈钢耐腐蚀离心循环水泵
FB1型系列单级单吸全不锈钢耐腐蚀离心循环水泵 G型锅炉给水循环泵
G型锅炉给水循环泵 czl系列单级单吸立式管道离心泵
czl系列单级单吸立式管道离心泵 CZW型卧式管道增压离心泵
CZW型卧式管道增压离心泵 FSB型氟塑料合金离心泵
FSB型氟塑料合金离心泵 IHF系列氟塑料衬里离心泵
IHF系列氟塑料衬里离心泵 IH(IS) 不锈钢化工离心泵
IH(IS) 不锈钢化工离心泵 D型不锈钢多级卧式离心泵
D型不锈钢多级卧式离心泵 DBY电动隔膜泵
DBY电动隔膜泵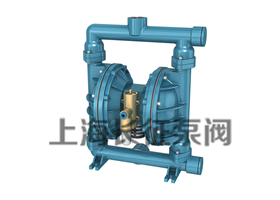 QBY系列气动隔膜泵
QBY系列气动隔膜泵 QBK气动隔膜泵
QBK气动隔膜泵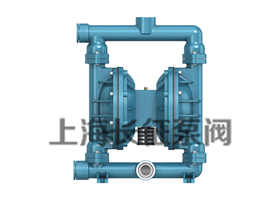 QBY气动隔膜泵
QBY气动隔膜泵 电动隔膜泵
电动隔膜泵 DBY-碳钢电动隔膜泵
DBY-碳钢电动隔膜泵 ZX铸铁自吸式清水自吸离心泵
ZX铸铁自吸式清水自吸离心泵 FPZ耐腐蚀塑料自吸离心泵
FPZ耐腐蚀塑料自吸离心泵 ZW型自吸无堵塞排污离心泵
ZW型自吸无堵塞排污离心泵 WFB 型无密封自控自吸泵
WFB 型无密封自控自吸泵 ZX型清水耐腐蚀化工自吸离心泵
ZX型清水耐腐蚀化工自吸离心泵 SCZ型直联式自吸离心泵
SCZ型直联式自吸离心泵 CQB-F型氟塑料磁力离心泵
CQB-F型氟塑料磁力离心泵 ZCQ系列自吸磁力离心泵
ZCQ系列自吸磁力离心泵 CQ型不锈钢磁力驱动离心泵
CQ型不锈钢磁力驱动离心泵 CQ型工程塑料磁力离心泵
CQ型工程塑料磁力离心泵 NGCQ型耐高温磁力离心泵
NGCQ型耐高温磁力离心泵 ZBF型自吸塑料磁力离心泵
ZBF型自吸塑料磁力离心泵
 FB全不锈钢单级单吸耐腐蚀离心泵
FB全不锈钢单级单吸耐腐蚀离心泵 PF型强耐腐蚀化工离心泵
PF型强耐腐蚀化工离心泵